
 Fino ad oggi non ci eravamo ancora lanciati nella stesura di post focalizzati sui singoli ceppi di lievito. Fondamentalmente perché per raccontare le caratteristiche di un lievito (specialmente se a profilo tendenzialmente neutro) serve un minimo di esperienza sul ceppo in questione; esperienza che spesso, ahimé, non abbiamo il tempo di matutare, presi come siamo dalle continue sperimentazioni. Ci sono dei ceppi che usiamo più frequentemente (come ad esempio il lievito secco US-05 o il WLP001 della White Labs) ma spesso in condizioni molto diverse da cotta a cotta proprio per sperimentare.
Fino ad oggi non ci eravamo ancora lanciati nella stesura di post focalizzati sui singoli ceppi di lievito. Fondamentalmente perché per raccontare le caratteristiche di un lievito (specialmente se a profilo tendenzialmente neutro) serve un minimo di esperienza sul ceppo in questione; esperienza che spesso, ahimé, non abbiamo il tempo di matutare, presi come siamo dalle continue sperimentazioni. Ci sono dei ceppi che usiamo più frequentemente (come ad esempio il lievito secco US-05 o il WLP001 della White Labs) ma spesso in condizioni molto diverse da cotta a cotta proprio per sperimentare.
Detto ciò, pensiamo comunque che mettere a fattor comune qualche esperienza possa tornare utile. Spesso questo tipo di informazioni si recuperano solo in maniera destrutturata nei meandri dei forum, creando alla fine più dubbi che certezze. Qui descriveremo al solito le nostre impressioni, cercando sempre di argomentarle. Ovviamente, come sempre, siamo aperti a qualsiasi tipo di commento, osservazione e suggerimento.
Oggi parliamo del lievito secco Bry-97 della Lallemand (Danstar), genericamente definito “West Coast Yeast”. Con questa accezione ci si riferisce a quei ceppi di lievito utilizzati nelle IPA prodotte nella West Coast Americana (tipicamente dai birrifici dell’Oregon e della California). Si tratta di birre hop-forward come dicono in america, ovvero che ruotano intorno ai luppoli. In queste birre la base maltata è di solito piuttosto semplice e poco presente, fungendo essenzialmente da supporto per i luppoli. Hanno un finale secco e sono molto luppolate (sia in termini di aroma che di intensità gustativa). Alcuni dei birrifici più famosi che producono questo tipo di IPA sono Russian River, Stone’s, Pizza Port, Deschutes, Ballast Point. Se volete però farvi un’idea concreta, puntate su quelli che arrivano più facilmente in italia come Caldera (Caldera IPA), Green Flash (West Coast IPA) e Sierra Nevada (Torpedo EXTRA).
Un vero lievito Wast Coast dovrebbe avere quindi un profilo cosiddetto neutro, ovvero produrre un livello di esteri (aromi fruttati) quasi nullo, lasciando libera espressione ai luppoli. Dovrebbe inoltre raggiungere un buon livello di attenuazione, in modo da produrre una birra con un finale secco lasciando spazio all’amaro pungente dei luppoli. Oltre al Bry-97, altri lieviti di questa tipologia sono l’US-05 della Fermentis, il WLP001 (California Ale) della White Labs e il Wyeast 1056 (American Ale).
Ma ora parliamo del Bry-97
Si tratta di un ceppo di lievito isolato dal Siebel Institute (la più antica università della birra in america). Sulla carta viene dichiarato come un lievito dal lag time ridotto (la fermentazione dovrebbe partire in tempi relativamente brevi), buona flocculazione (quindi birre piuttosto limpide) e fermentazione vigorosa.
Noi lo abbiamo utilizzato due volte, in entrambi i casi per produrre una APA con Cascade e Chinook. Il Cascade è stato utilizzato come unico luppolo nella fase di dry hopping. In entrambi i casi abbiamo fermentato a 19 gradi seguendo due profili di fermentazione leggermente differenti: per il Batch#1 abbiamo usato la camera di fermentazione in polistirolo con ghiaccio, per il Batch#2, invece, il frigo a temperatura controllata che nel frattempo si era liberato. In entrambi i casi abbiamo idratato il lievito in acqua a 30 gradi prima dell’inoculo. Il secondo batch è ancora in fase di cold crashing e deve ancora essere imbottigliato. Intanto però possiamo trarre un po’ di impressioni anche su questo secondo batch.
Per quanto riguarda il mash, abbiamo applicato in entrambi i casi un monostep a 66°C.
Ecco i due profili di fermentazione:
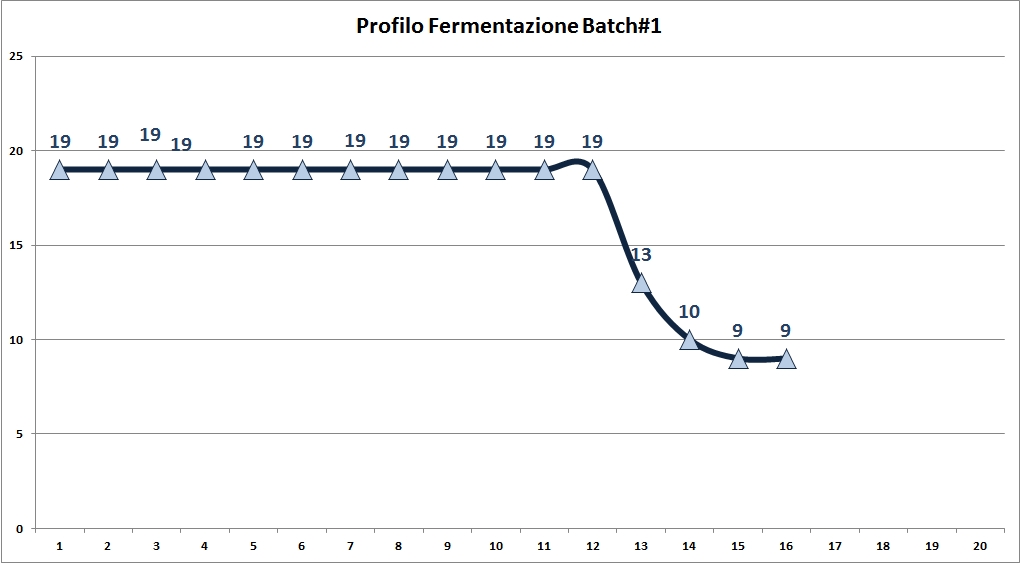
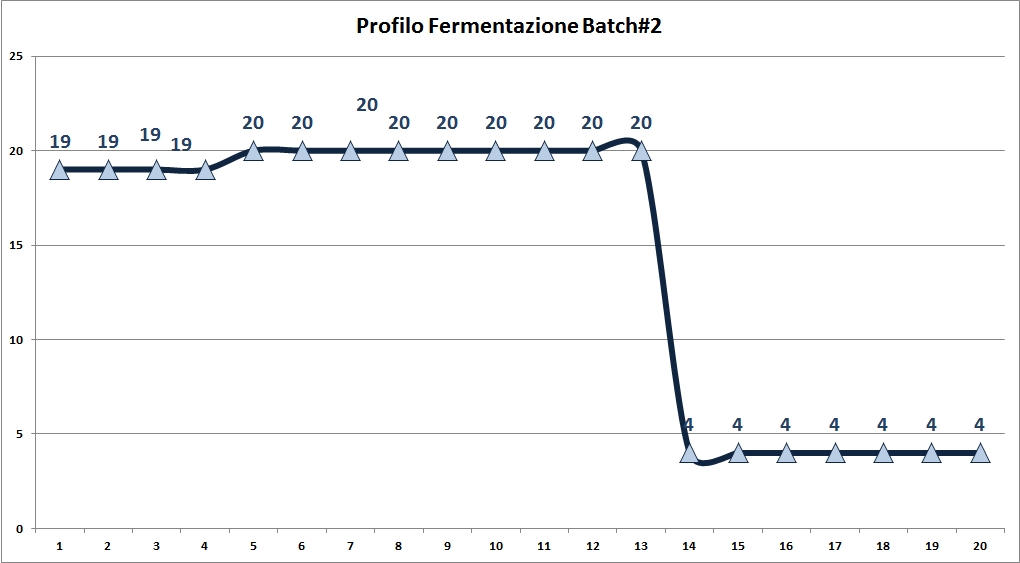
Lag-time: questa caratteristica del lievito è quella meno standard, in quanto il lag time non dipende solo dal lievito ma anche da altri fattori legati al processo: ossigenazione, composizione del mosto, quantità di lievito utilizzato, stato di conservazione del lievito. Nel nostro caso, la prima fermentazione è partita abbastanza velocemente (più o meno 7/8 ore dall’inoculo) mentre la seconda ha impiegato più tempo prima di dare segni di vita (18/20 ore). In entrambi i casi, la fermentazione è partita “soft”, con un piccolo velo di krausen (schiuma) e qualche timida bollicina dal gorgogliatore. In generale, non ci è sembrato un lievito dal lag time veramente ridotto ma in linea con gli altri lieviti secchi, che generalmente presentano un lag time maggiore rispetto ai lieviti liquidi con starter.
Vigorosità della fermentazione: nel Batch#1, nonostante un avvio “soft”, la fermentazione ha presto preso vigore tanto da obbligarci a sostituire l’airlock con un tubo per il blow-off. Krausen molto alto che ha tenuto per almeno un paio di giorni.

Nel secondo caso, invece, la fermentazione è rimasta piuttosto timida per tutto il tempo e ha impiegato un paio di giorni in più per raggiungere la final gravity (poco più di una settimana). Non abbiamo tuttavia notato off-flavours, quindi la fermentazione è comunque andata bene. Crediamo che la lentezza in questo secondo caso dipenda dall’eccessivo livello di trub che per errore è finita nel fermentatore (luppoli ma più che altro agglomerati di proteine, oltre a una paletta finita per errore nel fermentatore). Contrariamente a quanto facciamo di solito (non crediamo che l’autolisi del lievito si possa verificare prima di tre/quattro settimane, ne abbiamo già parlato abbastanza) dopo una settimana abbiamo travasato per lasciarci dietro l’eccessivo residuo di trub presente nel fermentatore. A ogni modo, la vigorosità della fermentazione non è un fattore particolarmente indicativo. Sappiate però che potrebbe essere necessario un blow-off tube se non avete abbastanza spazio per il krausen nel fermentatore.

Attenuazione: il Batch#1, partendo da una OG di 1055, è sceso fino a 1008 con una attenuazione (apparente) dell’85%. Nel secondo caso l’attenuazione è stata simile: 82%. Direi quindi che si tratta di un lievito con buona attenuazione che tende a lasciare un profilo secco, consumando la maggior parte degli zuccheri residui. Caratteristica tipica del lievito West Coast.
Flocculazione: nel primo batch la flocculazione non ci è sembrata ottimale. E’ vero che non abbiamo potuto fare l’abbattimento, ma nonostante la sifonatura dall’alto, fatta con estrema attenzione, la birra è venuta fuori piuttosto torbida. Il lievito nel secondo batch sembra aver flocculato meglio (nella foto sopra sono evidenti i residui di lievito agglomerati a blocchi): la birra sembra abbastanza limpida anche prelevandola dal rubinetto del fermentatore. In generale, possiamo dire che il bry-97 presenta una discreta flocculazione che comunque, anche con un significativo abbattimento di temperatura, non restituisce una birra molto limpida. Nell’immagine sotto, la nostra seconda APA dopo due travasi e sette giorni di cold crash (tutti i trasferimenti sono stati fatti col sifone): come vedete, non è molto limpida e la causa più probabile è il lievito (dei pellet usati per bollitura e dry hopping, anche versando la bottiglia fino in fondo, non c’è assolutamente traccia).

Profilo aromatico: questa, per essere proprio sinceri, è la parte difficile. Distinguere il piccolo (ed eventuale) contributo del lievito rispetto agli aromi agrumati, resinosi e fruttati dei luppoli richiede una significativa dose di esperienza e una abilità nel riconoscere gli aromi non da poco. Volutamente abbiamo fermentato entrambi i batch ad una temperatura medio/bassa per raggiungere una buona attenuazione cercando di contenere il livello degli esteri. Ne è venuto fuori un profilo aromatico piuttosto pulito: nessun off flavour e ampio spazio per l’aroma agrumato del cascade. Volendoci proprio sbilanciare, potremmo dire che avvertiamo una nota di ananas che solitamente nel cascade non c’è. Potrebbe, in questo caso, trattarsi di un lieve contributo aromatico da parte del lievito. Anche durante la fermentazione abbiamo avvertito molto questo aroma di ananas (prima del dry hopping). A ogni modo un aroma piacevole, ma non sufficientemente neutro come ci si aspetterebbe da un lievito “Wast Coast” (come ad esempio l’US-05).
In conclusione
Il Bry-97 è un lievito abbastanza neutro, performante, piuttosto in linea con lo stile West Coast. Se lasciato fermentare intorno ai 19 gradi, rilascia un po’ di esteri che ricordano l’ananas e la frutta tropicale. Non troppo invasivi, ma presenti. Buona flocculazione, tende comunque a lasciare una birra leggermente velata. Consigliato un cold crash dopo la fermentazione per chiarificare la birra.



{kind=link}
Ciao Frank, mi sto accingendo ad utilizzare il lievito descritto nell’articolo per produrre la mia seconda casalinga presa da questa ricetta di Pinta.it
_ Milestone IPA
_ 300 gr Zucchero Candito chiaro
_ 500 gr sparymalt MEDIUM
_ Dry hopping con hop Bag di 50 gr di luppolo
AMARILLO. Lascirare il luppolo per tutta la durata
della fermentazione
_ Lievito Bry-97
si lo so è un malto preparato ma sono i miei primi passi nell’homebrewing, hai qualche consiglio da darmi su temperature, procedure per far riuscire al meglio questa ricetta?
Ti ringrazio
Ciao Emanuele, per le temperature segui quelle dell’articolo. Al posto dello zucchero candito chiaro puoi mettere zucchero da tavola, non cambia nulla. 🙂
Ecco …. e adesso cosa faccio????? Devo fare la mia primissssima BIAB e per la AAA che ho “progettato” mi sono imbattuto in questo lievito che ho scelto proprio perché sulla scheda parla di un attenuazione del 70-75% max così da ritrovarmi con una birra un pò più corposa. Vabbè, spero tanto di imbattermi in una di quelle variabili che faranno si di centrare il mio obbiettivo. Non potrò controllare la temperatura, non per il momento almeno, ma spero di riuscire a fare una birra che sia il più possibile in linea con i miei gusti. Nel fermentatore che si vede in foto, quello con la paletta dentro, hai messo un pozzetto per la sonda? Ciao Frank 6 un grande.