
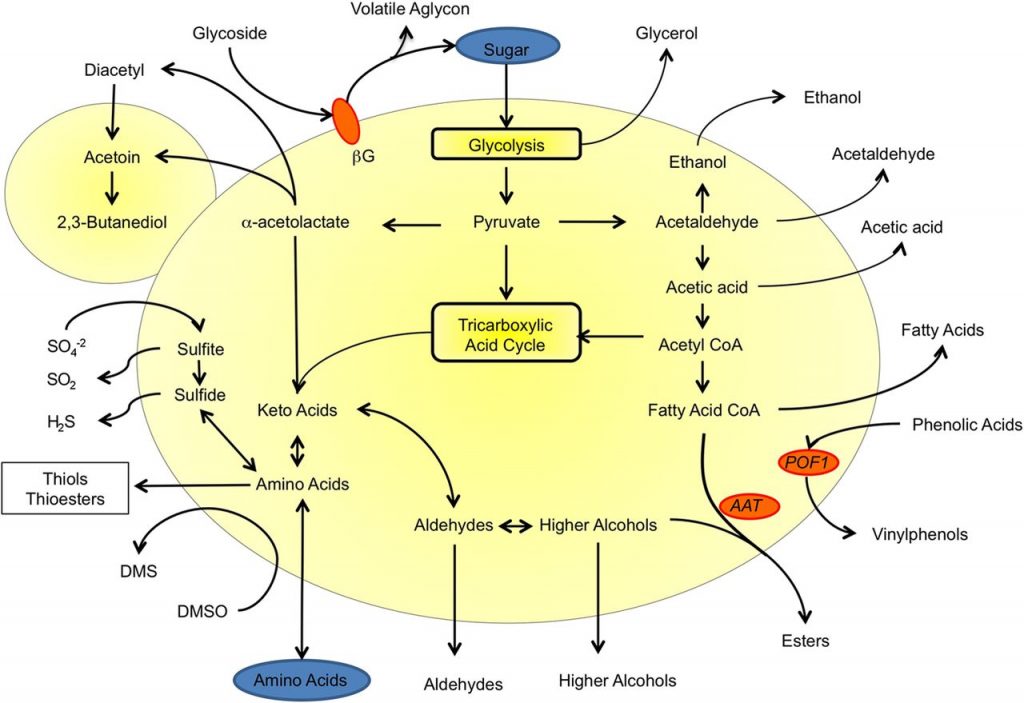
Girando per il web alla ricerca di alcune informazioni (non ricordo nemmeno più quali), sono incappato in un interessantissimo articolo scritto nel 2013 da Charles Bamforth, professore alla UC Davis, molto famoso nel mondo della birra (link). Tra i vari contenuti dell’articolo, mi ha colpito una immagine che schematizza i principali processi, prodotti e sottoprodotti della fermentazione dei lieviti Saccharomyces.
Il metabolismo del lievito è un processo molto complicato che attraversa diverse fasi e passaggi intermedi piuttosto difficili da comprendere per chi non ha familiarità con chimica e microbiologia (tipo me, per esempio). Ovviamente, per produrre buona birra non è necessario conoscere tutti questi passaggi, ma una conoscenza di base aiuta sicuramente a memorizzare alcuni elementi importanti.
Ho deciso così di lanciarmi in una semplificazione discorsiva del metabolismo del lievito, cercando di mettere insieme, nel modo più semplice e chiaro possibile, le nozioni che ho appreso in questi anni di letture. Il linguaggio non sarà estremamente tecnico – l’ho già detto, non ho una formazione scientifica su questi argomenti – ma cercherò di mantenere una certa coerenza discorsiva senza deviare nel mondo della fantascienza.
Non me ne vogliano i microbiologi che sono comunque i benvenuti in questa pagina per qualsiasi critica o precisazione, purché espressa nel linguaggio del volgo e non attraverso ostrusi termini scientifici oscuri ai più.

PERCORSI METABOLICI
Partiamo dalle basi: perché il lievito fermenta gli zuccheri? La risposta è semplice: per crescere e vivere. Che poi produca alcol come sottoprodotto, in alcune condizioni, è solo una fortuna per noi amanti del vizio. Il lievito produce energia per crescere, moltiplicarsi e sopravvivere. Come tutti gli esseri viventi, del resto. È il famoso “metabolismo”.
Il metabolismo del lievito può seguire due percorsi: quello aerobico, molto più efficiente (viene prodotta più energia a partire dalle stesse sostanze) avviene in presenza di ossigeno; quello anaerobico, meno efficiente per il lievito e quindi non il suo preferito, avviene in assenza di ossigeno. Il primo processo si chiama più propriamente respirazione, il secondo fermentazione. La respirazione produce essenzialmente acqua e CO2 come prodotti di scarto, la fermentazione alcol e CO2 (oltre a tanti altri sottoprodotti minori).
Riprendiamo la figura iniziale e cerchiamo di seguire questi due percorsi. Partiamo dall’alto, dalla glicolisi, che rappresenta il punto di partenza del metabolismo del lievito sia in condizioni aerobiche che anaerobiche. La glicolisi trasforma gli zuccheri in piruvati. Da qui, il percorso si scinde. In presenza di ossigeno, i piruvati passano per il ciclo di Krebs (chiamato anche ciclo degli acidi tricarbossilici) che produce energia in maniera molto efficiente. Questa energia è utilizzata dal lievito per crescere e moltiplicarsi. Attenzione: il ciclo di Krebs si attiva in presenza di ossigeno ma solo se la concentrazione degli zuccheri è molto bassa (Crabtree effect).
Il ciclo di Krebs viene sfruttato in laboratorio per la propagazione del lievito: controllando il contenuto zuccherino del mosto e insufflando costantemente ossigeno si ottiene una crescita cellulare costante senza produzione di etanolo (tossico per il lievito in eccessive quantità). La respirazione produce una crescita cellulare in condizioni ottimali di efficienza energetica (grazie all’attivazione del ciclo di Krebs). In questo modo vengono quindi prodotte più cellule a parità di nutrienti perché il lievito si concentra sul suo ciclo vitale senza perder tempo nella produzione di etanolo. Condizioni ovviamente ideali per la propagazione cellulare ma non per la produzione di birra.
Nel mosto della birra, di fatto, non si passa mai per la respirazione ma sempre e solo per la fermentazione alcolica.
Come? Seguendo il percorso di destra nella figura.
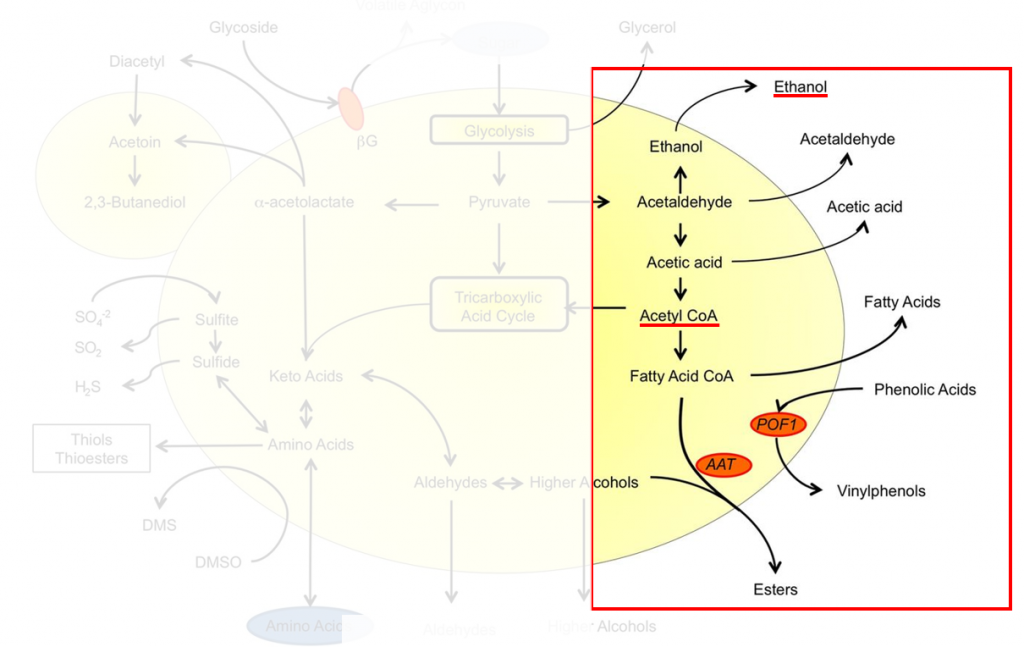
Questo percorso produce due composti importanti: etanolo e Acetyl CoA di cui parleremo dettagliatamente nel seguito.
Ovviamente, pur non attivandosi il ciclo di Krebs, tutte le reazioni nella parte sinistra dell’immagine avvengono ugualmente ma con una efficienza minore: dai piruvati si arriva al diacetile, e dalla incamerazione o sintesi degli amminoacidi si arriva alle aldeidi e agli alcoli superiori (semplificando drasticamente).
L’immagine di Bamforth permette di identificare e memorizzare con estrema immediatezza i principali sottoprodotti della fermentazione come acetaldeide, esteri, composti sulfurei, acido acetico e via dicendo. Alcuni, come l’etanolo, vengono sempre espulsi dalla cellula; altri, come l’acetaldeide, in genere vengono impiegati nel percorso metabolico ma a volte, in condizioni particolari, possono uscire dalla cellula. Ce li ritroviamo così nella birra finita dove vanno a sporcare il profilo organolettico (si pensi al difetto mela verde/vernice provocato, appunto, da un eccesso di acetaldeide).
PRODOTTI METABOLICI
Proviamo a spendere due parole per ciascuno di questi prodotti della fermentazione.
ETANOLO Sicuramente il più famoso tra i composti che vengono prodotti dal lievito durante la fermentazione alcolica (sia in assenza che in presenza di ossigeno). Come si vede chiaramente dal disegno, si arriva all’etanolo passando per l’acetaldeide. Questa può fuoriuscire dalla cellula durante il percorso di trasformazione e rimanerci se il lievito interrompe precocemente la fermentazione. Sappiamo più o meno tutti (e chi non lo sa si legga le slide sui difetti) che una concentrazione alta di acetaldeide apporta un aroma di mela verde/vernice o addirittura aceto di mele se la concentrazione è davvero molto alta. Se tutto invece procede per il meglio, l’acetaldeide viene lavorata dai percorsi metabolici evitando di rimanere nella birra.
ESTERI Dall’acetaldeide si forma anche acido acetico che a sua volta viene trasformato in Acetyl CoA. Questo è un attore importantissimo nel processo di esterificazione, ovvero nel percorso di sintesi degli esteri (aromi fruttati). Ma per capire meglio cosa accade, dobbiamo prima parlare degli acidi grassi (fatty acids)
FATTY ACIDS In presenza di ossigeno, ovvero all’inizio della fermentazione, l’Acetyl CoA viene trasformato in acidi grassi. Questi sono utilizzati dal lievito per rinforzare le membrane cellulari durante la crescita. L’apporto iniziale di ossigeno è quindi molto importante per creare cellule sane e forti con membrane cellulari resistenti. Cellule con membrane deboli lasciano fuoriuscire composti indesiderati dalle cellule durante la fermentazione, generando difetti nel profilo organolettico della birra.
Quando l’ossigeno finisce, l’Acetyl CoA in eccesso viene “catturato” dall’enzima Alcol O-acetiltransferasi (AAT per gli amici, come nel disegno di Bamforth). Questo enzima catalizza la reazione di esterificazione (acidi + alcoli = esteri). Nascono così gli esteri, ovvero quegli aromi fruttati che caratterizzano fortemente le birre belghe (banana, pesca, pera, … ) e in maniera minore tutte le alte fermentazioni. Diverse tipologie di transferasi (AAT) e di alcoli (etanolo o alcoli superiori) danno luogo a diversi esteri, ma l’Acetyl CoA rimane centrale nella formazione di questi aromi fruttati.
Se l’ossigenazione è scarsa, la produzione di acidi grassi si interrompe precocemente facendo sì che una quantità maggiore di Acetyl CoA entri nel percorso di esterificazione aumentando la produzione di esteri. Ecco perché una scarsa ossigenazione porta a cellule meno forti (sono stati prodotti meno acidi grassi e steroli) e a un livello più alto di aromi fruttati (qui un dettagliato articolo di approfondimento).
ACIDO ACETICO Nel ciclo di fermentazione è un prodotto di sintesi intermedia che non troviamo in quantità significative nella birra finita. Attenzione: questo non è vero per i lieviti Brettanomyces che in presenza di ossigeno possono produrre, oltre all’etanolo, significative quantità di acido acetico.
DIACETILE Interessante il percorso del diacetile, un composto che tutti conosciamo per l’aroma burroso che conferisce alla birra (quasi sempre indesiderato). Viene prodotto per ossidazione dell’acetolattato, un composto derivato dai piruvati utile per la sintesi degli amminoacidi. Parte di questo acetolattato fuoriesce dalla cellula e si trasforma in diacetile per ossidazione. Fortunatamente il diacetile rientra successivamente nella cellula per essere trasformato in butanediolo, un composto con una soglia di percezione molto più alta del diacetile. Da qui il famoso dyacetil rest volto a stimolare il processo di riassorbimento grazie all’innalzamento della temperatura. In condizioni normali, il diacetile viene quindi prodotto e successivamente riassorbito dalla cellula di lievito.
A volte accade che una parte dell’acetolattato (di per se’ insapore e inodore) rimanga “in giro” nella birra e si ossidi successivamente, per esempio nei cask che lasciano entrare ossigeno durante la spillatura. L’ossidazione dell’acetolattato produce diacetile che il lievito, ormai dormiente, non è più in grado di trasformare in butanediolo.
GLICEROLO Questo composto, dal sapore vagamente dolciastro (anche se in realtà molti sostengono che sia insapore), contribuisce a irrobustire il mouthfeel della birra grazie alla sua viscosità. Viene prodotto da tutti i lieviti Saccharomyces ma in quantità maggiore dai lieviti saison. Per questa ragione le saison, pur avendo densità finali molto basse, riescono a mantenere un mouthfeel morbido e piuttosto pieno. Dato che i Brett non ne producono, nelle fermentazioni 100% Brett si utilizza spesso una buona quantità di cereali non maltati per sopperire a questa carenza con una buona dose di proteine.
TIOLI Noti anche come mercaptani, sono composti simili agli alcoli ma con sostituzione di un atomo di ossigeno con uno di zolfo (quest’ultimo viene recuperato dagli aminoacidi presenti nei malti, dal luppolo o dall’acqua). I tioli vengono prodotti durante la sintesi degli aminoacidi che avviene all’interno della cellula. Se finiscono nella birra (in genere per autolisi) rilasciano aromi che ricordano la verdura bollita, il cavolo o i vegetali andati a male. Alcuni mercaptani sono responsabili del famoso aroma di “cat piss” (piscio di gatto), chiamato più elegantemente aroma di fiore di bosso. In basse concentrazioni ricorda i frutti rossi (berries), ma in alte concentrazioni vira veramente verso il piscio di gatto (beware: you can unsmell it!). Come mi hanno suggerito nei commenti al post di Facebook, nella pratica l’aroma di cat piss è più probabile che derivi direttamente dai luppoli (alcune tipologie hanno già mercaptani a sufficienza) piuttosto che dalla fermentazione.

COMPOSTI DELLO ZOLFO Indicati come H2S o SO2 sono prodotti sempre partendo dagli aminoacidi del malto, dai composti sulfurei del luppolo o dell’acqua (famosa è l’acqua di Burton). Rilasciano aromi che ricordano l’aglio, il cerino appena acceso, le uova marce. Anch’essi sono molto volatili.
In particolare, l’acido solfidrico (H2S) si forma per riduzione dei solfati (SO4) che possono essere naturalmente presenti nell’acqua (si pensi all’acqua di Burton) o arrivare dal Gypsum aggiunto in fase di mash (solfato di calcio) o ancora derivare dai malti o dal luppolo. Il lievito inizia a utilizzare i solfati come elemento riducente nella sintesi degli amminoacidi quando l’ossigeno nel mosto è finito. Quando il lievito respira l’ossigeno produce acqua, se invece respira i solfati produce acido solfidrico. La maggior parte dell’acido solfidrico viene prodotto nelle prime fasi della fermentazione, quando la divisione cellulare, che richiede sintesi di amminoacidi, è al picco (link di approfondimento).
DMS La maggior parte del DMS si produce per degradazione termica durante la bollitura del mosto. È molto volatile e viene eliminato con una vigorosa bollitura. Il DMSO è una forma di DMS che si forma durante la maltazione. Non è un composto volatile e quindi non si elimina con la bollitura. Alcuni lieviti sono in grado di trasformarlo in DMS durante la fermentazione, ma in genere la quantità che viene convertita è molto bassa. Alcuni batteri invece sono in grado di convertirne una quantità maggiore durante la fermentazione, ragion per cui un forte aroma di DMS durante la fermentazione (cavolo bollito, mais) può essere indice di infezione.
ALDEIDI Questi composti aromatici sono dei precursori degli alcoli superiori. La reazione è a doppia freccia, quindi le aldeidi possono formarsi anche nel percorso inverso per ossidazione degli alcoli superiori (la formula chimica delle aldeidi è uguale a quella degli alcoli a meno di un atomo di idrogeno). Hanno connotazioni aromatiche molto variegate, ma nella birra spesso ricordano la mandorla, lo sherry o il madeira.
L’aldeide più comune nella birra è l’acetaldeide, precursore dell’etanolo. Le aldeidi si formano dagli amminoacidi. Il lievito è infatti in grado di sintetizzare gli amminoacidi tramite il processo di transamminazione: se un amminoacido non è presente nel mosto, la cellula di lievito lo sintetizza rimuovendo il gruppo amminico da un altro amminoacido che invece è presente nel mosto. Questa reazione produce un ossiacido. Da questo, tramite rimozione di un atomo di carbonio, nascono le aldeidi.
ALCOLI SUPERIORI Sono chiamati alcoli “superiori” perché contengono più di 2 atomi di carbonio (l’etanolo ne contiene solamente due). Si formano partendo dalle aldeidi, quindi anche la loro concentrazione è legata alla disponibilità di amminoacidi nel mosto. Come abbiamo visto al punto precedente, infatti, le aldeidi derivano dagli ossiacidi che sono un prodotto di scarto nella sintesi di nuovi amminoacidi.
Se presenti in quantità eccessive nella birra, gli alcoli superiori provocano una sensazione di bruciore in fondo alla gola e un aroma di alcol o solvente al naso. Fortunatamente, nel corso del cammino metabolico, confluiscono nel processo di esterificazione trasformandosi in esteri (più o meno piacevoli a seconda della concentrazione e della tipologia). Non tutti gli alcoli superiori entrano nel processo di esterificazione: una parte rimane nella birra finita. Ovviamente, più ne vengono prodotti, più ne rimangono.
La loro sintesi è stimolata dalla crescita cellulare (produzione di amminoacidi), situazione frequente nelle birre molto alcoliche per via della significativa concentrazione iniziale di zuccheri. In questi casi, è opportuno inoculare una quantità maggiore di lievito per evitare una crescita cellulare “sconsiderata” che porterebbe alla produzione di una elevata quantità di alcoli superiori. Può essere utile ossigenare una seconda volta per favorire la produzione di acidi grassi e steroli durante la crescita cellulare, composti fondamentali per la produzione di nuove cellule sane e forti.
Le birre molto alcoliche necessitano comunque quasi sempre di una maturazione più lunga per via della inevitabile maggiore concentrazione di alcoli superiori. Ma dove diavolo finiscono questi alcoli superiori? Quello che accade è che con il tempo si riconvertono parzialmente in aldeidi tramite ossidazione (non a caso la freccia nell’immagine di Bamforth è a doppio senso). È invece molto difficile che gli alcoli superiori si trasformino in esteri dopo la fermentazione: il processo di esterificazione è estremamente lento senza la presenza del coenzima Acetyl CoA e senza l’aiuto degli enzimi esterasi, attivi solamente durante la fermentazione.
Altra curiosità: se a un certo punto si inocula Brett, gli enzimi per l’esterificazione tornano disponibili andando a convertire gli acidi (sgradevoli) in esteri fruttati (piacevoli). Questo è il principio alla base del lungo processo di produzione dei lambic.
VINILFENOLI I fenoli sono una classe di composti dal caratteristico aroma speziato. La produzione degli aromi fenolici avviene grazie all’enzima Phenolic Acid Decarboxylase (PAD) che catalizza la reazione di trasformazione degli acidi fenolici in vinilfenoli, sostanze volatili che producono sfumature aromatiche di pepe, chiodo di garofano o addirittura medicinale (se presenti in alte concentrazioni).
Solo alcuni ceppi di Saccharomyces, definiti POF+ (POF sta per Phenolic Off Flavour) producono questo enzima. Tra questi, i più noti sono senza dubbio i lieviti weizen, in grado di caratterizzare la birra con l’aroma di chiodo di garofano, ottenuto a partire dall’acido ferulico (che è il più famoso tra gli acidi fenolici). Per rafforzare questo aroma fenolico, alcuni birrai praticano il cosiddetto ferulic rest volto a incrementare la produzione di acido ferulico durante il mash.
Alcuni lieviti (come i Brett) possiedono un altro enzima, la Vinylphenol Reductase (VPR) in grado di catalizzare la reazione di trasformazione dei vinilfenoli in etilfenoli, anch’essi composti volatili ma con aromi meno gradevoli che ricordano la stalla, il cuoio e la famosa coperta di cavallo bagnata tipica delle birre fermentate dai lieviti selvaggi Brettanomyces.
La dicitura POF1 nel disegno di Bamforth credo si riferisca proprio al fatto che i Saccharomyces (non tutti, come abbiamo detto) possono operare la conversione a vinilfenoli (POF1) ma non quella a etilfenoli (POF2), tipica invece dei Brett.
Chiudiamo con un accenno ai GLICOSIDI , che altro non sono che dei composti formati da carboidrati (in genere zuccheri) associati a un’altra molecola aromatica (link di approfondimento). Questa molecola non genera alcun aroma finché rimane legata alla sua controparte di carboidrato. Alcuni lieviti riescono a operare questa dissociazione per via enzimatica, consumando la molecola di zucchero nel processo fermentativo e rilasciando la controparte aromatica, che diventa percepibile sotto forma di nuovo aroma prodotto dalla fermentazione.
Chiudo qui il papiro, sperando anzitutto di non aver scritto troppe minchiate ma soprattutto sperando di aver chiarito nella maniera più semplice possibile gli aspetti principali della fermentazione. Qualsiasi correzione/ osservazione/ precisazione è ben accetta, a condizione che tratti la sostanza e non la forma. 🙂



{kind=link}
Complimenti per l’articolo, chiaro, sintetico e centrato al punto giusto, l’ho letto molto volentieri e devo dire che alcuni “mattoncini” di conoscenza si sono completati per bene.
Una domanda…scrivi che il Butanediolo a una soglia di percezione molto più bassa del Diacetile…ma non dovrebbe essere il contrario?
Ah,vero! L’ho scritto al contrario. Dopo correggo, grazie. 🙂
GRANDIOSO!!! Farò leggere questo post ad alcuni amici che mi criticano dicendo che sono troppo esagerato per quel che riguarda ossigenazione, pitch-rate, controllo della temperatura di fermentazione, etc… Loro non sono così attenti e le birre “vengono buone lo stesso”. GRAZIE
Che bomba!
Da biotecnologo non posso che gioire; proprio un bel pezzo. Un bell’equilibrio tre approfondimento e tecnica applicata, senza scadere nel troppo specifico. Inoltre hai spiegato tutto in modo molto chiaro. Proprio bravo.
Che complimentone! Grazie!
Grazie. Mi serviva un ripasso concentrato. Ho letto molti libri di homebrewing ma il tutto ė diluito nel testo e si perde. Al pross articolo. Ciao
Da quello che so l’effetto CRABTREE è l’opposto di quello spiegato. L’effetto crubtree si chiama anche “repressione da glucosio” e si verifica con alte concentrazioni di zucchero per esempio ad inizio fermentazione con appunto la via fermentativa anche in presenza di ossigeno.
Sì, forse ho scritto troppo conciso: il senso della frase è che il ciclo di krebs non si attiva nel mosto per via dell’alta concentrazione di zucchero (effetto Crabtree). Effettivamente l’ho scritto negando l’opposto, ma il senso è quello. 🙂
Buongiorno frank,volevo farti una domanda:
Ho prodotto con la tecnica e+g per un anno,poi da gennaio ho deciso di fare l’upgrade e passare a biab con pentola elettrica e pid. Sono alla 5 cotta e in tutte e 5 ho avuto lo stesso problema: un forte odore di fogna (non saprei a che altro associarlo) sia durante la fermentazione che poi in bottiglia. Ho pensato ad un problema di lievito ma inoculo le quantità giuste e ho la camera di fermentazione a temperatura controllata con frigo,cavetto,stc e sonda interna al fermentatore. Come acqua uso quella del rubinetto che faccio prebollire per abbattere la durezza e poi tratto con gypsum,cloruro e acido lattico (in quantità minima). Potrebbe sennò dipendere dal mulino che sfarina molto? Ho pensato anche ad un’infezione,ma nel tempo noto che tende ad attenuarsi come odore. Come lieviti ho usato us 05 e s 04 e con entrambi i lieviti si ripresenta lo stesso forte odore. Ti chiedo scusa per il disturbo ma non trovo nessuna risposta chiara online
L’odore di fogna di solito deriva da solfiti e solfuri (anidride solforosa e acido solfidrico) che possono essere prodotti in piccole quantità dal lievito e in genere si volatilizzano con il tempo. Se però sono troppi, e soprattutto se sono così tanto con quei due lieviti che hai indicato, il sospetto è che ci sia un’infezione batterica in giro (alzuni batteri ne producono molti). Come sanitizzi? Io rivedrei le pratiche di sanitizzazione e sostituirei le cose poco costose (tubi, rubinetti, sifoni) con pezzi nuovi.
Per sanitizzare faccio lavaggi con candeggina diluita e poi risciacquo con acqua e fino ad ora è sempre andata bene,credo che per il risciacquo inizierò ad usare qualche prodotto e non solo acqua. A questi punti coglierò la palla al balzo e passerò al troncoconico almeno mi tolgo anche la fatica del travaso dopo la winterizzazione. Un ultima domanda per fare un po di chiarezza: in caso di infezione però non dovrei avere anche altri problemi come sovracarbonazione? Non dubito della tua risposta ma è solo curiosità.
Ti ringrazio per aver perso del tempo e ti chiedo scusa se ho postato sotto a questo articolo andando un po fuori tema!
Dipende dal tipo di infezione. Non tutti i batteri producono CO2, o magari la hanno prodotta nel fermentatore e poi si sono fermati, ma la puzza è rimasta. Cmq non è detto che sia infezione, ma se è davvero aroma di fognetta dovrebbe derivare dai solfiti e non mi vengono in mente alre cause (ci sarebbe anche un’acqua molto ricca di solfati, ma dovrebbero essere davvero tanti, ma se prima non ti capitava è strano).