
Negli ultimi tempi ho avuto modo di confrontarmi con diversi homebrewer sul tema della fermentazione in pressione. Oltre ad averne parlato con Davide Cantoni di RovidBeer nella puntata 14 di MashOut Podcast!, ho potuto approfondire il tema anche grazie a una interessante presentazione di Steve Smith, uno degli homebrewer del gruppo London Amateur Brewers, a cui ho assistito qualche giorno fa. Tutto ciò senza aver mai sperimentato di persona questo metodo di fermentazione, che però in qualche modo mi incuriosisce.
Ci sono alcuni aspetti di questo approccio che trovo interessanti, altri che secondo me sono solo speculativi, mancando dati concreti a supporto. Sfogliando nei vari manuali che ho in casa non ho trovato approfondimenti tecnici sul tema e devo dire anche online non è che si trovi moltissimo. Si trovano diverse esperienze di produttori casalinghi, supportate anche da qualche dato tecnico qui e là, ma nella maggior parte dei casi ripetono sempre gli stessi concetti. Dell’intervento di Steve mi ha incuriosito una serie di video che ha citato, pubblicati sul canale YouTube di Zythologist. Mettendo queste informazioni insieme a quelle recuperate dalla puntata di Beermisth Podcast numero 163 “Pressure Fermentation with Chris White & John Blichmann” e infine confrontandole con un paper pubblicato sul Journal Of The Institute Of Brewing e disponibile gratuitamente qui, sono riuscito a farmi un’idea più concreta di questo approccio alla fermentazione. Vediamo di cosa si tratta.
COSA SIGNIFICA FERMENTARE IN PRESSIONE?
Come tutti sappiamo, la fermentazione del mosto produce anidride carbonica. Solitamente sul fermentatore viene montato un gorgogliatore (o un blow-off, o anche semplicemente viene lasciato aperto durante le prime fasi della fermentazione) per permettere all’anidride carbonica di disperdersi nell’ambiente. Se il fermentatore fosse chiuso ermeticamente, la pressione interna continuerebbe a crescere per via dell’accumulo di gas al suo interno fino a provocare una fragorosa e pericolosa esplosione. Durante una fermentazione standard, la pressione all’interno del fermentatore è uguale a quella atmosferica, ovvero 1 bar (circa 1 atm o 15 psi). Un manometro (misuratore di pressione) segnerebbe ovviamente zero perché è tarato per misurare l’eccesso di pressione rispetto a quella atmosferica, presa come riferimento.
Quando si fermenta in pressione, si applica all’interno del fermentatore una pressione maggiore rispetto a quella atmosferica. Per raggiungere un valore di pressione predefinito, si utilizza un manometro accoppiato a una piccola valvola: questo strumento viene chiamato anche spunding valve. Si presenta più o meno come quello nella foto sotto.
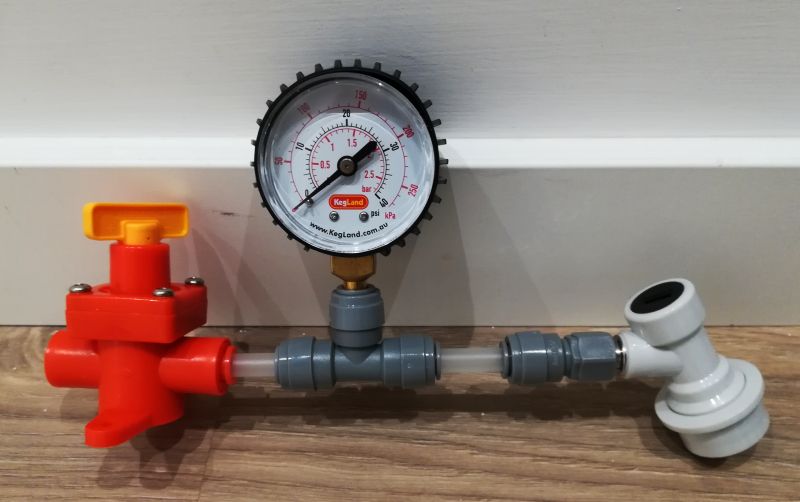 È sufficiente girare la manopola gialla fino ad ottenere un certo livello di pressione sul manometro, dopodiché la valvola lascerà uscire solo l’anidride carbonica in eccesso mantenendo la pressione del fermentatore al valore impostato.
È sufficiente girare la manopola gialla fino ad ottenere un certo livello di pressione sul manometro, dopodiché la valvola lascerà uscire solo l’anidride carbonica in eccesso mantenendo la pressione del fermentatore al valore impostato.
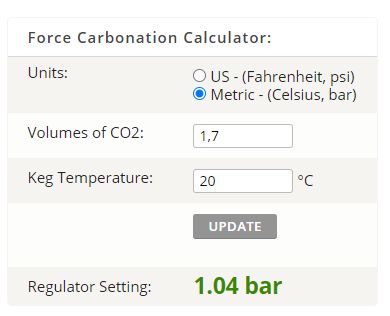
Queste condizioni manterranno una maggiore quantità di anidride carbonica in soluzione nella birra, facilmente determinabile in base alla pressione applicata e alla temperatura del mosto. Usando questo calcolatore online (ne esistono diversi altri) possiamo ad esempio stimare che fermentando la birra a una temperatura di 20°C con una pressione applicata di 15 psi (1 bar) otteniamo una carbonazione pari a circa 1,7 volumi di CO2.
 A fine fermentazione avremo quindi anche il vantaggio di avere la birra – in parte – già carbonata. Tuttavia la carbonazione è piuttosto bassa ed è bene ricordare che è quella calcolata alla temperatura di 20°C. Se facciamo scendere la temperatura a quella di servizio (ad esempio 7-8°C) la carbonazione cambia, a meno che non si applichi CO2 a pressione dall’esterno con una bombola, impostando a quel punto i bar (o psi) desiderati per carbonare la birra al giusto livello alla nuova temperatura (usando lo stesso calcolatore per fare i conti).
A fine fermentazione avremo quindi anche il vantaggio di avere la birra – in parte – già carbonata. Tuttavia la carbonazione è piuttosto bassa ed è bene ricordare che è quella calcolata alla temperatura di 20°C. Se facciamo scendere la temperatura a quella di servizio (ad esempio 7-8°C) la carbonazione cambia, a meno che non si applichi CO2 a pressione dall’esterno con una bombola, impostando a quel punto i bar (o psi) desiderati per carbonare la birra al giusto livello alla nuova temperatura (usando lo stesso calcolatore per fare i conti).
Per arrivare a una carbonazione più alta partendo da una fermentazione in pressione si deve impostare una pressione più alta sulla valvola di spunding. Non è necessario farlo per tutta la durata della fermentazione, sono sufficienti gli ultimi 3-4 punti di densità consumati dal lievito (quanti di preciso potrà dircelo solo l’esperienza pratica).
Usare l’anidride carbonica prodotta dalla fermentazione per carbonare la birra è indubbiamente un vantaggio. Si utilizza la CO2 della fermentazione che altrimenti andrebbe a disperdersi nell’aria e si risparmia anche tempo, sfruttando le tempistiche della fermentazione anziché attendere che la CO2 proveniente dalla bombola si solubilizzi successivamente, applicando pressione al fusto o al fermentatore.
C’è anche chi sostiene che la qualità delle “bolle” e della schiuma in generale sia migliore quando si carbona tramite valvola di spunding, ma qui siamo veramente nel campo delle suggestioni personali. Io non credo sia così, ho sempre carbonato forzatamente almeno una parte del batch e le bolle e la schiuma mi sono sembrate assolutamente comparabili con diverse versioni della stessa birra rifermentate parallelamente in bottiglia (ovvero con CO2 prodotta dal lievito durante la rifermentazione). L’unica osservazione che si potrebbe fare è che non sempre la purezza della CO2 nella bombole è garantita, ma se ci si rifornisce da venditori seri in genere siamo a livelli di purezza molto alti.

LE DINAMICHE DELLA FERMENTAZIONE IN PRESSIONE
Partiamo da un presupposto: il lievito non soffre particolarmente la pressione in se’. In questo articolo si citano 500 atmosfere (7.000 psi) come limite entro il quale le cellule non risentono della pressione. Per uccidere le cellule di lievito servono 32.000 psi. Ai nostri 15-20 psi il lievito sta quindi più che bene.
Quello che invece influenza il metabolismo del lievito, come ben raccontato in quest’altro articolo, è l’anidride carbonica disciolta nella birra. Fermentando in pressione, aumentiamo la concentrazione di CO2 modificando il metabolismo del lievito. Maggiore la pressione applicata, maggiore la CO2 disciolta.
Esteri
Dalle diverse misure quantitative che sono state fatte e che trovate in tutte e tre le fonti citate nel cappello introduttivo del post, i prodotti della fermentazione che risentono maggiormente della pressione applicata – anzi, della CO2 disciolta – sono gli esteri. Maggiore la pressione applicata durante la fermentazione, minore la produzione di esteri. Questo sarebbe conseguenza di una riduzione nella moltiplicazione cellulare dovuta alla presenza di CO2. La fermentazione in pressione produce meno biomassa e quindi meno esteri. È più o meno la stessa dinamica che lega la produzione di esteri alla temperatura: maggiore temperatura, maggiore riproduzione cellulare, maggiore produzione di esteri.
Combinando questi due trend inversi (pressione e temperatura), possiamo quindi sfruttare la pressione per velocizzare la fermentazione senza aumentare la produzione di esteri. Prendiamo un lievito lager: a 10°C produce pochi esteri fruttati per via della bassa temperatura di fermentazione e della ridotta replicazione cellulare, tuttavia impiega circa 15 giorni per portare a termine la fermentazione. Se alziamo la temperatura, la fermentazione si velocizza, ma la produzione di esteri aumenta. Se alziamo la temperatura ma al contempo aumentiamo la pressione, riusciamo a velocizzazione la fermentazione senza aumentare – anzi, a volte riducendo – la produzione di esteri. Non male.
Alcoli superiori
Una maggiore temperatura di fermentazione tende in genere a stimolare anche la produzione degli alcoli superiori, composti di scarto nel metabolismo del lievito durante la sintesi delle proteine. Tuttavia, sembrerebbe che la pressione (o la CO2 disciolta) non abbia particolari effetti sulla produzione di alcoli superiori.
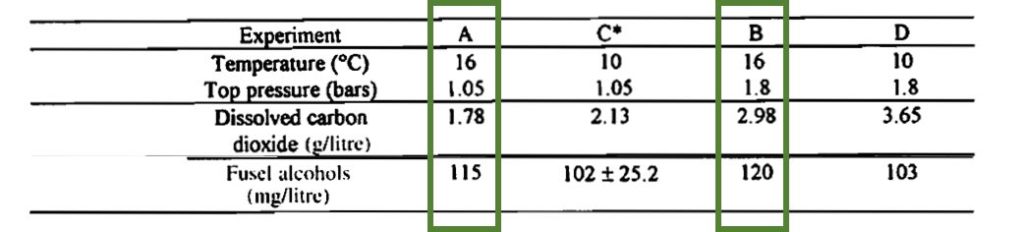
Dall’articolo già citato emerge una maggiore concentrazione di alcoli superiori nelle due birre fermentate in pressione a 16°C, rispetto al campione di controllo fermentato a 10°C ma sempre in pressione. L’aumento è esiguo (+15%) ma c’è. In questo caso è stato usato un lievito a bassa fermentazione.
Nel video e nelle rilevazioni di Zytholigst, invece, la concentrazione degli alcoli superiori non varia tra le due fermentazioni. Tuttavia in questo esperimento il lievito utilizzato è US-05 e le due temperature di fermentazione sono 18°C e 22°C. Minore scarto di temperatura e lievito diverso.

Nell’esperimento di Chris White invece non sono stati misurati gli alcoli superiori, ma solo esteri (confermando quanto scritto al paragrafo precedente) e diacetile, di cui parliamo nel prossimo paragrafo.
Se ne deduce quindi che la produzione di alcoli superiori non è particolarmente guidata dalla pressione ma rimane influenzata dalla temperatura. Sembrerebbe quindi che portando un lievito a bassa fermentazione a lavorare a temperature da alta fermentazione ma in pressione, la produzione di alcoli superiori aumenta. Di poco, ma aumenta. Da tenere a mente.
Diacetile
Il diacetile è un composto che fa parte del gruppo dei VDKs (Vicinal Diketons). Produce un aroma che ricorda il burro al naso e che può dare una sensazione “scivolosa” al palato. Viene prodotto dal lievito durante la fermentazione nel percorso metabolico che porta alla sintesi delle proteine. A fine fermentazione il lievito lo riassorbe trasformandolo in composti con una soglia di percezione più alta, rimuovendo di fatto questo aroma dalla birra nella maggior parte dei casi. Ci sono lieviti che ne producono di più per predisposizione genetica, ma se la temperatura è sufficientemente alta il diacetile in genere viene riassorbito senza grandi problemi.
Tutte le fermentazioni producono diacetile, ma nelle basse fermentazioni questo composto può diventare un problema perché viene riassorbito lentamente a causa della bassa temperatura. Nel metodo tradizionale lo si lascia riassorbire al lievito durante una lunga lagerizzazione a temperature non troppo basse (3-5°C. Nell’approccio più moderno si velocizza il processo di riassorbimento tramite la pausa diacetile che consiste nell’alzare di qualche grado la temperatura verso la fine della fermentazione, il che riduce anche i tempi della successiva fase di lagerizzazione.
Cosa succede se si fermenta a temperatura più alte (intorno ai 20°C) ma in pressione? Non stupisce che la concentrazione di diacetile nella birra finita sia minore, anche senza pausa diacetile. Delle tre fonti citate, troviamo dati sulla concentrazione di diacetile nell’esperimento di Chris White.
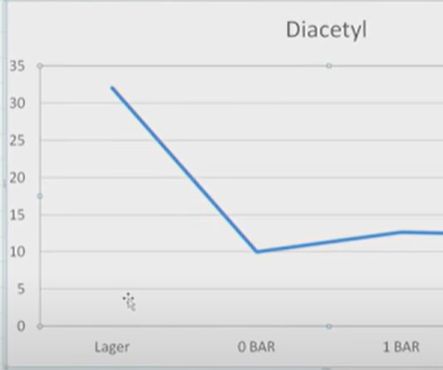
La prima misura (32 mg/L) rappresenta la concentrazione di diacetile nella birra fermentata a temperatura da lager con pausa diacetile. Il lievito in questo caso è il WLP833 (German Bock). Siamo sempre sotto la soglia di percezione del diacetile (50 mg/L) ma la concentrazione è decisamente più alta di quella misurata nella birra fermentata a pressione e temperatura ambiente (seconda misura, 0 bar) e di quella rilevata a 1 bar e temperatura ambiente. Nelle fermentazioni a 0 e 1 bar non è stata fatta pausa diacetile.
Questo indica probabilmente che la temperatura più alta rende le dinamiche del diacetile simili a quelle rilevabili nelle alte fermentazioni, ovvero viene prodotto e riassorbito molto efficacemente.
Complessivamente questo significa che fermentando a 20°C (che sarebbe la temperatura a cui Chris White ha fermentato il secondo e il terzo campione) si può saltare la pausa diacetile. Non male.
Velocità della fermentazione
Tutti e tre gli esperimenti hanno evidenziato una riduzione significativa delle tempistiche di fermentazione. Anche questo era prevedibile visto la temperatura più alta a cui lavora il lievito. Nell’esperimento di Zythologyst, condotto con lievito ad alta fermentazione (US-05) la riduzione è minore, in quello di Chris White parliamo addirittura di una riduzione da 8 settimane a 2 settimane. 8 settimane mi sembrano tante anche per un lievito lager, forse includono anche una lagerizzazione. Nell’articolo scientifico si parla più o meno di un dimezzamento dei tempi con un lievito a bassa fermentazione.
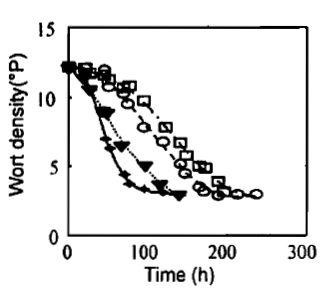 Nel grafico sopra, preso dall’articolo già citato, gli indicatori pieni fanno riferimento alla densità del mosto fermentato con lievito a bassa fermentazione alla temperatura di 16°C, rispettivamente a 1 bar e a 1.8 bar. Le curve successive invece indicano le fermentazioni a 10°C, decisamente più lente.
Nel grafico sopra, preso dall’articolo già citato, gli indicatori pieni fanno riferimento alla densità del mosto fermentato con lievito a bassa fermentazione alla temperatura di 16°C, rispettivamente a 1 bar e a 1.8 bar. Le curve successive invece indicano le fermentazioni a 10°C, decisamente più lente.
ALTRE SPECULAZIONI
Fin qui ho toccato dati concreti, ma gli appassionati di fermentazioni in pressione elencano spesso altri vantaggi a mio avviso discutibili e su cui non ho trovato dati scientifici (se li trovate segnateli nei commenti, sarò ben contento di leggerli).
Aroma di luppolo
C’è chi sostiene che chiudendo il fermentatore parzialmente con la spunding valve si trattenga nella birra una maggiore quantità di aromi volatili. Questo può essere positivo se gli aromi sono quelli ad esempio del luppolo, negativo se invece parliamo di zolfo. Non ho trovato misure in questo senso, quindi non saprei esprimermi. Certamente di pancia si è portati a pensare che “meno aroma di luppolo esce dal fermentatore, meglio è”, ma c’è da capire quanto realmente la spunding trattenga nella birra. Inoltre, se si aggiunge luppolo a fermentazione terminata, non essendoci più fuoriuscita di CO2 dal fermentatore se non qualche bolla dovuta all’hop creep, non credo ci siano grandi differenze.
Minore contatto con l’ossigeno
Nella continua corsa alla riduzione spasmodica dell’ossigeno disciolto nella birra, la fermentazione in pressione è da molti considerata una ulteriore tappa fondamentale. Anche questa osservazione mi convince poco. In primo luogo perché non ho ancora trovato nessuno che in casa misuri l’ossigeno disciolto nella birra (DO, Dissolved Oxygen) dalla fermentazione in poi. Ma, soprattutto, non vedo come possa entrare ossigeno nella birra anche fermentando senza pressione applicata. Forse durante il cold crash a fermentazione finita, quando la riduzione di temperatura genera un risucchio dal gorgogliatore. Per evitare questo spiacevole inconveniente ci si può attrezzare con un doppio blow-off o con un palloncino (se non si è dotati di un fermentatore che tiene la pressione) o attaccare la bombola di CO2 al fermentatore a pochi psi (1-2 psi) e lasciarla collegata fino a quando la birra non arriva alla temperatura del cold-crash (nessun pericolo di sovracarbonazione, testato più volte).

QUINDI SERVE O NON SERVE?
Il quadro mi sembra abbastanza chiaro: la fermentazione in pressione ha dei vantaggi rispetto a una fermentazione non in pressione. Tuttavia, non parlerei di “benefici” in modo assoluto, perché la birra prodotta in un modo o nell’altro non è evidentemente la stessa. È una birra diversa, prodotta in tempi minori ma con una concentrazione di composti aromatici differente. Di fatto, stiamo cambiando la birra.
È un particolare da non sottovalutare, a mio avviso. Che sia peggiore o migliore è un parametro soggettivo che va testato con il proprio naso, ma la fermentazione in pressione a temperature più alte ha dinamiche differenti e produce una birra differente. Nell’esperimento di Chris White hanno fatto assaggiare le birre a un panel di giudici e i giudizi sono stati misti. Ovviamente molto dipende dal lievito che si utilizza, perché ogni lievito risponde diversamente alla concentrazione di CO2 presente nella birra.
Altro parametro che emerge è che aumentando la pressione (e la concentrazione di CO2 nella birra durante la fermentazione) queste dinamiche si accentuano. Non è chiaro a quale pressione si possa arrivare, ma il consiglio di Chris White è di non eccedere comunque i 15-20 psi. L’anidride carbonica, così come l’alcol, diventa tossica per il lievito oltre una certa concentrazione e comunque ne limita la crescita (una delle ragioni per cui si usa l’agitatore negli starter per stimolare la fuoriuscita di CO2 dalla birra e favorire la crescita cellulare).
Premesso che non ho ancora sperimentato questo metodo, la mia idea è che possa essere interessante sulle basse fermentazioni per ridurre i tempi di fermentazione, avendo la consapevolezza di produrre una birra diversa. Se migliore o peggiore andrà testato.
Per quanto riguarda le alte fermentazioni, dove l’impatto sulle tempistiche di fermentazione è decisamente meno incisivo, non vedo grandi vantaggi. Gli esteri in una alta fermentazione si controllano facilmente con leggere variazioni nella temperatura. Non vedo particolari ragioni per ridurre gli esteri fermentando in pressione.
Per avere la birra carbonata a fine fermentazione non serve fermentare in pressione, è sufficiente dotarsi della spunding valve di cui sopra e chiudere il fermentatore quando la densità finale è quasi raggiunta.
Sicuramente questo approccio mi ha incuriosito, credo lo sperimenterò a breve. Ma su una bassa fermentazione, perché sulle alte al contrario non mi entusiasma affatto: i benefici in termini di tempistiche sono ridotti e l’alterazione nella produzione degli esteri non mi sembra una gran trovata.



{kind=link}
ciao frank
sto provando ad approcciare il tema (oggi mi è arrivato il primo fusto da 18L…)
ho letto un pò tutti i tuoi articoli (e anche altro sul tema)… ed in pratica mi sembra di capire (riassumendo brutalmente) che alla fine il miglior compromesso in termini di costi/sacrifici/benefici sia carbonare forzatamente e imbottigliare in pressione.
poi è chiaro (come scrissi sotto altro post) che il bello dell hb è che è un hobby e come tale nessuno ti vieta di spendere e sbatterti quanto vuoi; però forse nel caso specifico aggiungere la fermentazione e il “travaso” in pressione è eccessivo rispetto a benefici teorici e non ancora quantificati da nessuno.
Ottimi spunti, interessantissimi!
Articolo magistrale come sempre!
Aggiungo una parentesi dettata dall’esperienza, che magari può aiutare qualcuno: non è detto che serva arrivare per forza ai psi della carbonazione finale voluta se facciamo cold crash.
Dipende molto dal volume dell’head space nel nostro fermentatore: all’abbassare della temperatura, lo spazio di testa funziona da riserva di CO2 che viene assorbita raffreddandosi, e se il volume è abbastanza possiamo tranquillamente arrivare ai volumi desiderati senza attaccare la bombola.
Se può sembrare inutile, in realtà diventa molto comodo ad esempio con lieviti come i kveik, in cui i psi da impostare a t di fermentazione possono essere troppo elevati per certi fermentatori, o con lieviti simili, pure se uno chiude alla fine solo per carbonare.
Se l’avevi già scritto e leggendo da smartphone mi è sfuggito chiedo venia!
Cheers!!
Vero, grazie per il contributo! Ne stavamo parlando tra i commenti della pagina Facebook infatti.
Super interessante!
Domanda da neofita: fermentando in pressione, il dry hopping si può fare solo quando è finita la tumultuosa o anche durante l’ultima parte di tumultuosa, come va di moda adesso? 🙂
SI può fare quando vuoi. Togli la pressione, apri, inserisci e rimetti la spunding.
Io un po di prove le ho già fatte Frank e alla fine “Per avere la birra carbonata a fine fermentazione (chiudendo quando mancano 5 punti)” è l’unica risposta plausibile a parer mio, quando ho provato a portare avanti una fermentazione in pressione dal giorno 0 con spunding settata a 15 PSI, temperatura 18 gradi e un lievito dedicato “WLP925 High Pressure Lager Yeast”, ho avuto solo problemi di lentezza e off flavour, si alla fine la birra non era pessima e me la sono bevuta comunque ma perchè complicarsi così la vita… probabilmente ci starebbe un ulteriore prova che però non ho minimamente voglia di fare, dato che l’anidride disciolta inibisce molto la crescita del lievito, si potrebbe fare il test in clamoroso overpitch per facilitare la fermentazione, tipo usare una torta di lievito di una birra appena imbottigliata.
p.s.
l’alta concentrazione di anidrde disciolta non inibisce solo la crescita ma tutte le reazioni di decarbossilazione ( quelle da cui si libera CO2) e quindi anche la fermentazione stessa, lo noti perchè comunque quando chiudi la spunding e mancano 5 punti, c’è una drastica riduzione della velocità di fermentazione rispetto a quando fermentavi con blowoff.
Interessante, grazie per il contributo!
Complimenti per l’articolo Frank!
Personalmente non sono un grande fan della fermentazione in pressione, ad ora anche io ritengo abbia senso solo per le basse fermentazioni, e come unico scopo quello di accellerare i tempi della maturazione. Oltretutto, ci sono compromessi da prendere, e il risultato non è il medesimo.
Non a caso nel mondo industriale, dove questa tecnica viene a volte applicata, la combinazione di pressione, temperatura e momento della fermentazione nella quale aumentare la pressione, è un argomento alquanto dibattuto, con diversi approcci che variano da birrificio a birrificio. Basta poco per ottenere una birra sensibilmente diversa, rispetto ad una bassa fermentazione con lagerizzazione tradizionale. E se non ricordo male viene usata per accellerare la maturazione, più che già durante la fase iniziale della fermentazione.
A livello domestico, dove in teoria il tempo non è vitale come per un birrificio, a mio avviso la fermentazione in pressione rimane una tecnica da provare per propria esperienza personale, ma non in grado di per sè di farci fare birre migliori rispetto alla fermentazione “normale” 🙂