
Molti dei produttori casalinghi che si avvicinano alla contropressione sono affascinati, per non dire ossessionati, dalla fermentazione in pressione e dalla carbonazione con valvola di spunding. Premettendo che nessuno dei due, a mio avviso, rappresenta il vero vantaggio del lavoro in contropressione, proviamo a capire meglio di cosa stiamo parlando.
Questi due approcci possono sembrare la stessa cosa, ma si tratta di due pratiche radicalmente diverse. La prima, che non ho ancora sperimentato personalmente ma di cui ho parlato in un altro post, consiste nel condurre l’intera fermentazione in pressione. Nella seconda, invece, la fermentazione procede con gorgogliatore o blow-off finché non si arriva a 5-10 punti dalla FG: a quel punto si applica una valvola al fermentatore, detta appunto valvola di spunding, per mantenere il fermentatore a una pressione tale da rendere la birra carbonata.
In entrambi i casi si ha birra carbonata alla fine della fermentazione. Questo presenta alcuni vantaggi: non si spreca anidride carbonica, si risparmia qualche giorno nel processo produttivo, si evita di introdurre nella birra eventuale ossigeno presente come impurità nella bombola o all’interno dei tubi di collegamento se non perfettamente saturati. Ma vale davvero la pena? Ho voluto provare, per curiosità, senza particolari pretese di fare esperimenti comparativi sulla qualità della birra finita o della schiuma, che alcuni (anche birrai professionisti e tecnici del settore) sostengono sia migliore quando la carbonazione avviene in spunding.
LA VALVOLA DI SPUNDING
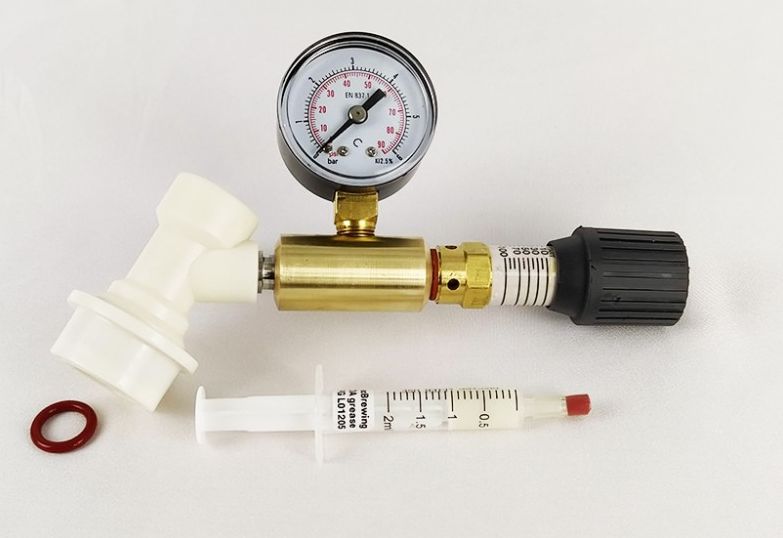
Per quanto possa sembrare un accessorio magico, la valvola di spunding non è altro che un connettore dotato di manometro, con una piccola molla all’estremità posizionata all’interno di un meccanismo a vite. Questo meccanismo guida la pressione della molla che a sua volta limita il gas che può passare per la valvola. Più stringiamo la farfalla o la rondella all’estremità della valvola di spunding, minore l’anidride carbonica che viene lasciata passare e maggiore la pressione che si accumula all’interno del fermentatore.
Esistono diversi tipi di valvola di spunding, con diversi livelli di precisione. Alcune, come questa, hanno una scala che arriva fino a 15 psi: piuttosto precisa e regolabile, peccato che con una pressione di 15 psi, alla classica temperatura di fermentazione di una ale, non si riesca a carbonare la birra a più di 1.8 volumi. La situazione migliora per una bassa fermentazione: con 15 psi si raggiungono i 2.3 volumi di carbonazione a 10°C.

Più utile è invece quella della Kegland che arriva in genere a 40 psi, molto utilizzata dagli homebrewer, facilmente acquistabile sia da Amazon che da Aliexpress. Da quello che ho potuto leggere in giro è probabilmente meno precisa nella tenuta dei psi, ma con errore tutto sommato tollerabile. È inoltre facilmente smontabile per la pulizia interna e dispone di un attacco finale a cui è possibile collegare un tubo di blow-off per monitorare l’andamento della fermentazione con il solito gorgoglio delle bolle. Pur avendo acquistato la prima, alla fine ho utilizzato questa seconda valvola per la mia carbonazione con spunding valve, molto più pratica sebbene probabilmente meno precisa. Arriva a casa dotata di tutti i connettori che vedete nella fotografia.
 Esistono altri prodotti del genere in commercio, tra cui vorrei citare la valvola di spunding di BacBrewing, senza dubbio la più precisa e ben calibrata. Ovviamente è più costosa, ma alla fine è molto probabile che l’investimento valga l’acquisto, come capita sempre con le attrezzature curate dal produttore italiano.
Esistono altri prodotti del genere in commercio, tra cui vorrei citare la valvola di spunding di BacBrewing, senza dubbio la più precisa e ben calibrata. Ovviamente è più costosa, ma alla fine è molto probabile che l’investimento valga l’acquisto, come capita sempre con le attrezzature curate dal produttore italiano.
COME SI UTILIZZA LA VALVOLA DI SPUNDING
Come anticipato, il concetto di funzionamento di questa valvola è piuttosto semplice. Si applica sul fermentatore (che ovviamente deve poter reggere pressioni di almeno 20-25 psi) verso la fine della fermentazione, si imposta la pressione al valore desiderato e la si lascia collegata fino alla fine della fermentazione.
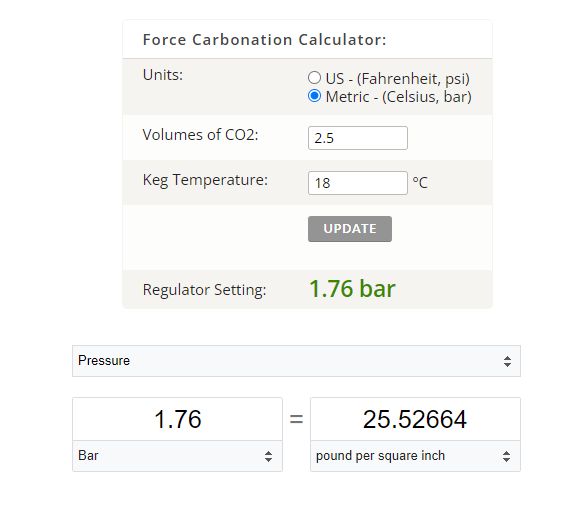
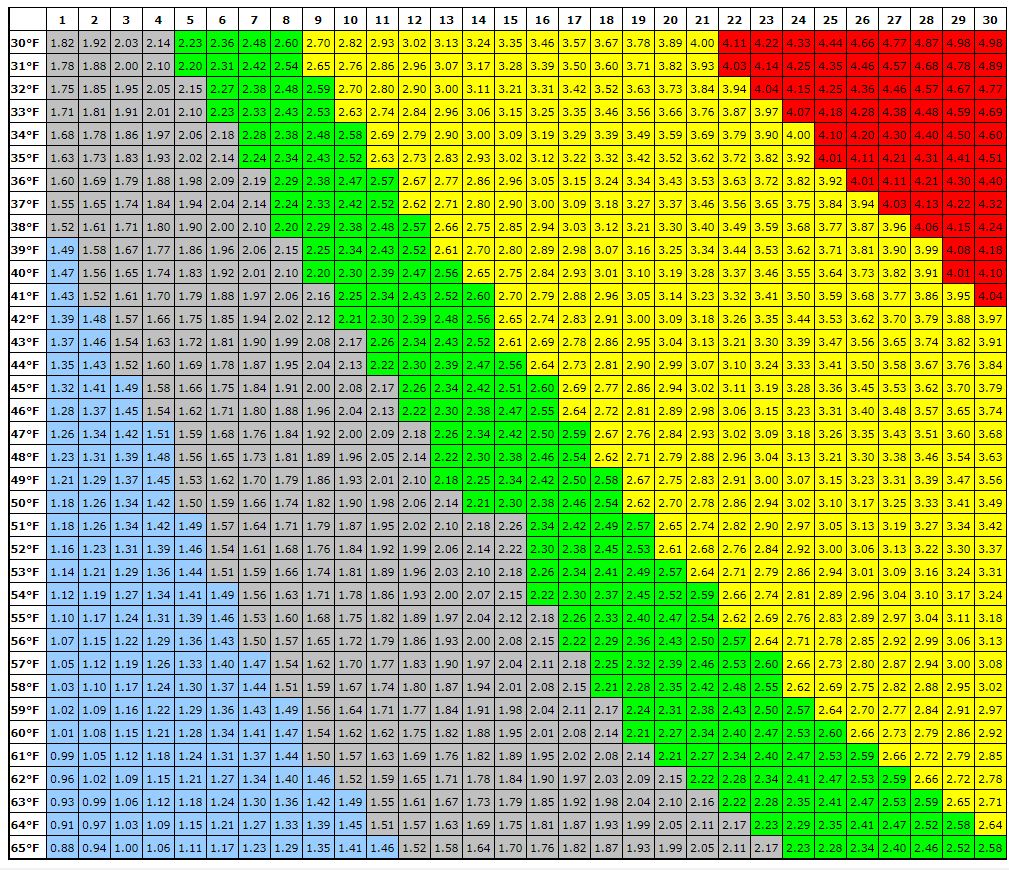
Quale valore impostare sulla valvola? Semplice: è sufficiente conoscere la temperatura a cui la birra sta fermentando e la carbonazione che si vuole ottenere. Dopodiché si utilizza la classica tabella (tipo questa) o un qualsiasi calcolatore onilne per ottenere la pressione a cui si deve impostare la valvola. Ad esempio, se la birra è a 18°C e voglio una carbonazione di 2.5 volumi, dovrò impostare la valvola a una pressione pari a 25 psi.
Ovviamente, maggiore la temperatura di fermentazione, maggiore la pressione che sarà necessario applicare per carbonare la birra. Questo è ad esempio uno dei problemi (minori) dei fermentatori in plastica della Kegland, come il Fermzilla. Se sto fermentando una Saison con il lievito Belgian Saison (WY 3724), che in genere termina la fermentazione a 28°C, per carbonare la birra a 3.0 volumi (carbonazione tipica di una Saison) dovrei applicare una pressione di oltre 3 bar, che sono 43 psi. Nessun Fermzilla è in grado di tenere una pressione del genere (se non erro arriva a 35 psi al massimo).
Poco male, comunque, si può carbonare in parte con la spunding e successivamente dare una rinforzata con l’anidride carbonica dalla bombola. Certo, così facendo si perdono gli ipotetici vantaggi del processo di carbonazione con spunding, ma si risparmia comunque tempo e anidride carbonica.
QUANDO DEVO CHIUDERE LA VALVOLA?
Ecco subito l’homebrewer che mette in campo le sue note ansie. Lo dico con cognizione di causa: ho passato anche io momenti di tensione mentre prendevo la fatidica decisione: è arrivato il momento di attaccare la spunding o no? Lo faccio o non lo faccio? E che succede se non lo faccio? Manco fossi un pilota alle prese con un atterraggio in pieno uragano. Non è una questione di vita o di morte, la valvola di spunding lascia sempre un margine di errore gestibile.
Se si applica la valvola troppo presto, non succede nulla di grave. Manterrà i psi lo stesso e la birra raggiungerà senza problemi la carbonazione desiderata. Certo, se si applica eccessivamente presto si finisce con il condurre una fermentazione (o parte considerevole di essa) in pressione, con tutti gli effetti del caso, tra cui soprattutto soppressione degli esteri e parziale stress sul lievito per via della CO2 disciolta. Di questo ho parlato approfonditamente nel post già citato sulla fermentazione in pressione. Tuttavia, applicare la valvola 2 o 3 punti di densità troppo presto non ha effetti significativi sul profilo fermentativo.
Se si applica la valvola troppo tardi, si potrebbe non arrivare alla pressione desiderata per carbonare la birra ai volumi desiderati. Anche qui, poco male: si aggiusta con la bombola e si fa tesoro dell’esperienza per la fermentazione successiva.
RIDUZIONE DELLA TEMPERATURA
Cosa succede quando riduco la temperatura del fusto una volta che la birra è carbonata? Ipotizziamo di trovarci a 18°C, fermentazione finita, pressione 25 psi (1,76 bar). Come si evince dall’immagine, la carbonazione della birra è di circa 2.5 volumi. Teoricamente, si sarebbe portati a pensare che, diminuendo la temperatura, ad esempio portandola a quella di servizio (ipotizziamo 6°C), la carbonazione rimanga inalterata e la pressione segua la famosa tabella carbonazione/pressione/temperatura. In teoria, cercando il quadratino con scritto 2.5 volumi sulla linea orizzontale della temperatura di 6°C (43°F), ci si dovrebbe ritrovare con la pressione riportata in colonna (14 psi).
L’idea che mi sono fatto (confermata da una prima esperienza pratica) è che questa tabella è valida solamente se si applica pressione dall’esterno e si arriva alla condizione di equilibrio all’interno del fusto. Quando abbassiamo la temperatura di un fusto in pressione, all’interno si creano invece nuovi equilibri: la riduzione della temperatura aumenta la solubilità della CO2, questo sposta CO2 dallo spazio di testa alla birra, ma nel contempo la riduzione della CO2 nello spazio di testa riduce la pressione, con meno pressione nello spazio di testa si solubilizza meno CO2 nella birra e via dicendo. Insomma: raffreddando la birra si arriva sicuramente a una pressione diversa da quella di partenza, ma non esattamente a quella indicata nella tabella sopra. Risultato: la carbonazione della birra varia leggermente al variare della temperatura, difficile dire di quanto.
Sempre per esperienza personale, devo dire che la differenza si nota poco. A ogni modo, applicando poi CO2 da una bombola per spillare la birra, alla giusta pressione (secondo la tabella), la carbonazione si riequilibria presto. Certo, avremo probabilmente introdotto CO2 esterna, ma al momento della spillatura è inevitabile.
Il fatto che il fusto sia in pressione al momento del cold crash elimina i problemi di risucchio di aria all’interno del fusto, cosa che comunque si risolve facilmente in ogni caso mettendo il fusto (o il fermentatore) in pressione prima di fare il cold crash. Se poi andremo a rifermentare, meglio applicare pochissimi psi (4-5) per evitare che si solubilizzi troppa CO2 prima della rifermentazione.
VALE LA PENA?
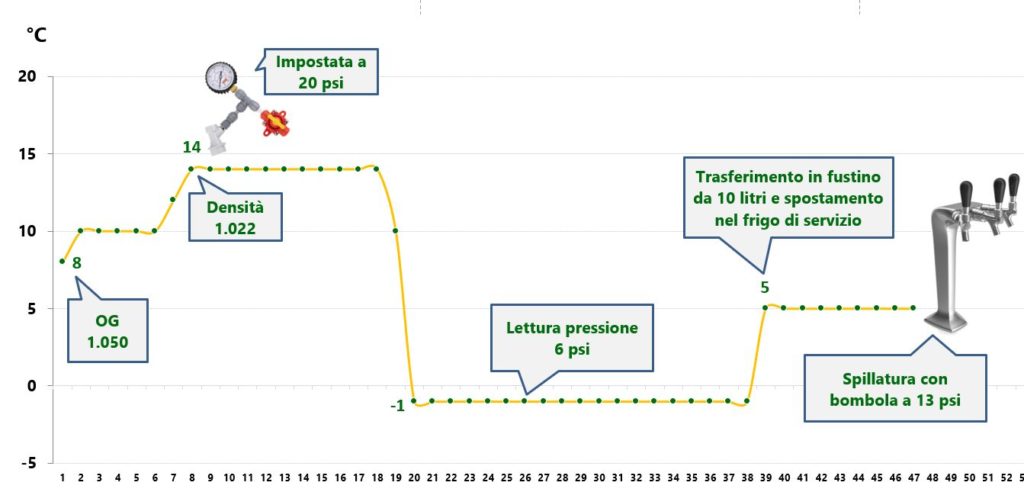
Come anticipato nell’introduzione, con la mia ultima Pilsner ho provato a carbonare con valvola di spunding. Mi sono mosso seguendo il solito profilo di fermentazione che utilizzo con il W34/70, riportato nell’immagine sotto. Ho chiuso la valvola quando la densità era arrivata a 1.022, impostandola a 20 psi, che a una temperatura di 14°C danno circa 2.5 volumi di carbonazione.
 Il processo è stato abbastanza lineare, senza grandi intoppi. Alla fine non è che sia particolarmente complicato seguire questa strada, anche se prevede una misura di densità in più per capire a che punto è la fermentazione, a meno che non si tratti di una ricetta già iper collaudata.
Il processo è stato abbastanza lineare, senza grandi intoppi. Alla fine non è che sia particolarmente complicato seguire questa strada, anche se prevede una misura di densità in più per capire a che punto è la fermentazione, a meno che non si tratti di una ricetta già iper collaudata.
I vantaggi di questo metodo li ho già elencati, almeno quelli reali e concreti (come il risparmio di CO2). Si tratta tuttavia di vantaggi significativi per un birrificio, per me che produco 10 litri lo sono molto meno. La birra è venuta più buona? Sicuramente è venuta meglio di altre (ne parlerò in un altro post), ma il miglioramento rispetto alle mie altre pilsner lo attribuirei all’esperienza fatta fino ad ora con la contropressione piuttosto che alla valvola di spunding di per sé. Devo dire che anche nelle versioni precedenti, rifermentate o no, non ho mai avuto problermi di schiuma o di bolle troppo grandi o “slegate”, come qualcuno ama definirle (secondo me piuttosto a vanvera).
Tra i rischi di questo metodo qualcuno cita la possibilità che rimangano “puzzette” nella birra, ma personalmente ho dei dubbi anche su questo. La maggior parte delle puzze volatili (che sono più che altro composti dello zolfo) viene prodotta durante la moltiplicazione cellulare (la prima fase della fermentazione): questi aromi hanno tutto il tempo per uscire e volatilizzarsi prima che la spunding venga applicata. Anche dopo averla applicata, una buona quantità di CO2 continua comunque ad uscire. Questo può forse essere uno scenario plausibile per le fermentazioni in pressione, nel caso di alcuni lieviti, che faticano a lavorare in un mosto pieno di CO2. Ma in questo caso, escluderei.
Sicuramente questo metodo riduce ulteriormente l’ingresso di ossigeno nella birra, ma non so quanto quel poco ossigeno che può entrare facendo la carbonazione forzata possa davvero influire sul profilo organolettico della birra. Ma su questo punto possiamo discutere.
Per quanto riguarda invece la bolla più fine e altre ipotesi del genere, non mi trovo molto d’accordo. Devo dire che è una tesi che ho sentito sostenere con enfasi da molti birrai professionisti e da tecnici, ma sinceramente non ho avuto riscontri evidenti.
Detto ciò, la birra è venuta molto bene e probabilmente non sarà l’ultima volta che userò la valvola di spunding per carbonare la birra. Non credo lo userò per le birre con dry hopping perché l’apertura del fermentatore per inserire il luppolo vanifica un po’ la protezione dall’ossigeno ulteriore che fornisce questo metodo, oltre a introdurre il rischio di fontane di birra per via della nucleazione al momento dell’inserimento del luppolo nella birra già carbonata. Vedremo.

 dietro la spillatura a carboazoto")


{kind=link}
Ciao grazie per il post mi sarà molto di aiuto volevo chiederti tu la densità la misuri con il tilt o usi un densimetro magari a parte nel frigo?xche io volevo provare ma non avendo il tilt non saprei come muovermi (magari il primo giorno di lavoro lo faccio in blow off e poi attacco senza controllare la densità)
Uso il densimetro. Basta mettere la spunding e, appena arriva a 2-3 psi, prelevare un campione con un rubinettino. Se sei alla densità giusta, lasci la spunding, altrimenti la togli e rimetti il blow-off. Il tilt nel keg non funziona per via delle pareti in acciaio.
Sei sicuro che il tilt non funzioni nei Cornelius? Io lo uso nel kegmenter, devo avvicinare il telefono ma il segnale arriva.
Sapevo che nell’acciaio non funzionasse. Cmq avevo già smesso di usarlo perchè non lo trovavo particolarmente comodo (erano più le volte in cui non si collegava che quelle in cui funzionava). Spesso mi dava letture sballate. Insomma, ho smesso di usarlo tempo fa.
ok grazie
Ottimo articolo grande Frank,ho solo una domanda ovviamente se fermento in keg o sposto da all rounder a keg a 4/5 punti dalla fine di fermentazione, per poi carbonare forzatamente,ma durante il cold crash come ti comporti con la spundig?la chiudi completamente?o metti il polmone con riserva di CO2?
La chiudi completamente o la togli proprio.
Ho il fermentatore inox da 30 litri, quello classico da Olio per intenderci, non riesco a capire come poter adattare la valvola. Serve un attacco come quello dei fusti dove poter connettere la valvola?
Sì, ma non so se quel fermentatore regge la pressione. Probabilmente no.
Da OG 1050 a 1022 hai fatto blog off o hai tenuto attaccata la valvola tutta aperta?
Non ho capito la domanda. Valvola completamente aperta e blow-off soon la stessa cosa… Ovviamente non ho fermentato in pressione (cosa che ritengo piuttosot inutile) altrimenti lo avrei scritto.
Buongiorno Frank,
avrei bisogno di un Tuo parere.
Ho un fermentatore tronco conico inox che regge pressione fino a 15 psi .
Vorrei fare i seguenti passaggi…. fermentazione con blow-off…a qualche punto da FG settare valvola di spunding a pochi psi…finita la fermentazione attaccare la bombola per mantenere pressione durante l abbattimento della temperatura e spurghi …. arrivato a 2′ C impostare pressione di carbonazione ( tipo 0.76 bar per ottenere circa 2.5 volumi)…..proseguire con 2 gradi per 2/3 settimane lagherizzando e carbonando contemporaneamente.
Imbottigliare a 2’C mantenendo pressione di carbonazione.
Fila tutto liscio?
Ci può stare. Non c’è comunque bisogno di tenere attaccat ala bombola durante il cold crash. Basta mette a qualche 5-7 psi e staccare. Poi, se vedi che scende troppo, riapri la bombola e richiudi. L’idea di lasciare la bombola aperta attaccata mi fa sempre paura… qualsiasi piccola perdita ti giochi il contenuto della bombola.
Una precisazione, la Mia intenzione sarebbe comunque rifermentare in bottiglia tutti gli stili che storicamente lo richiedono…tipo birre belghe, weiss ecc. che tra l’altro sono quelle con carbonazione più elevata.
Così facendo, carbonando a basse temperature dovrei riuscire a “stare” nei 15 psi per tutte le luppolate e pils….
Grazie
Grazie Frank …