
Delle 13 birre che ho prodotto in casa e recensito qui sul blog nel corso del 2023 (link), la maggior parte presentano una limpidezza che va da ottima a buona. Nell’elenco troviamo birre pesantemente luppolate, chiare, scure, belghe, prodotte con lieviti e malti di origine diversa. Nessuno di questi mash è passato per il protein rest. Tutte le birre sono state tenute al freddo, dopo la fermentazione, per almeno una decina di giorni.
Insomma, il metodo di produzione che ho affinato negli ultimi anni sembra piuttosto solido per quanto riguarda la limpidezza del prodotto finito.
Mi sono ormai stabilizzato su un sistema costituito da tre pentole, di cui una più piccola con cui faccio uno sparge ridotto ma abbastanza efficace. Il mosto arriva sempre molto limpido in bollitura. Aggiungo Protafloc a un quarto d’ora dalla fine della bollitura, raffreddo con serpentina e travaso nel fermentatore dall’alto usando un sifone. Lascio nella pentola di bollitura una buona quantità di trub. Questo riduce leggermente l’efficienza complessiva, ma non importa: preferisco così, piuttosto che gestire filtri per evitare che il trub finisca nel fermentatore.
Non sempre il mosto arriva limpidissimo nel fermentatore, ma non ho notato una evidente correlazione tra la limpidezza a fine bollitura e quella della birra finita. In generale, tendo a fare cold-crash di almeno dieci giorni, tenendo la birra nel fusto da 10 litri in frigo. Ho notato che l’estensione del cold crash aiuta parecchio la limpidezza (link).
 Eppure, ogni tanto, mi esce una birra che rimane torbida anche dopo un lungo cold crash. Questo non mi crea eccessivi problemi; ogni tanto ci sta, ma continua a darmi fastidio. L’ultimo caso, piuttosto eclatante, è stato quello della English IPA, birra che avrebbe dovuto essere molto limpida secondo lo stile ed è invece venuta intensamente velata nonostante il ridotto dry hopping (3 g/L durante la tumultuosa) e il lungo cold crash di quasi due mesi. Il tutto, a parità di processo.
Eppure, ogni tanto, mi esce una birra che rimane torbida anche dopo un lungo cold crash. Questo non mi crea eccessivi problemi; ogni tanto ci sta, ma continua a darmi fastidio. L’ultimo caso, piuttosto eclatante, è stato quello della English IPA, birra che avrebbe dovuto essere molto limpida secondo lo stile ed è invece venuta intensamente velata nonostante il ridotto dry hopping (3 g/L durante la tumultuosa) e il lungo cold crash di quasi due mesi. Il tutto, a parità di processo.
Non utilizzo chiarificanti come Isinglass, Spindasol o simili perché vanno aggiunti post fermentazione, introducendo un ulteriore rischio di ossidazione. Per quanto si faccia attenzione, ad esempio utilizzando una bottiglia saturata di anidride carbonica da cui risucchiare la soluzione di acqua e chiarificante, il rischio rimane (anche solo per l’ossigeno presente nell’acqua in cui viene sciolto ad esempio l’Isinglass). Preferisco evitare.
Perché sei così torbida?
La risposta esatta a questa fatidica domanda non esiste, bisogna farci pace. Se andiamo a leggere le cause della torbidità sulla guida totale globale spaziale dei difetti pubblicata dal gruppo dei London Amateurs Brewers, ci troviamo di fronte a una lunghissima lista di cause e soluzioni per risolvere il problema. Le cause della torbidità spaziano dal lievito in sospensione, alle proteine, alle pectine fino all’amido non convertito.
Volendo essere pragmatici, nella maggior parte dei casi la torbidità deriva principalmente dal lievito in sospensione o dalla concatenazione di polifenoli e proteine (ne abbiamo parlato approfonditamente in questa puntata di Mashout Podcast).
La torbidità da lievito in sospensione non è solitamente molto tenace, anche quando il lievito è poco flocculante: si elimina con un cold crash di qualche settimana. Nelle NEIPA, diverse analisi di laboratorio (link) hanno evidenziato come le molecole di lievito contribuiscano poco o nulla alla torbidità tanto ricercata in questa tipologia di birra. Non è sufficiente l’utilizzo di un lievito poco flocculante per indurre torbidità permanente in una NEIPA (link).
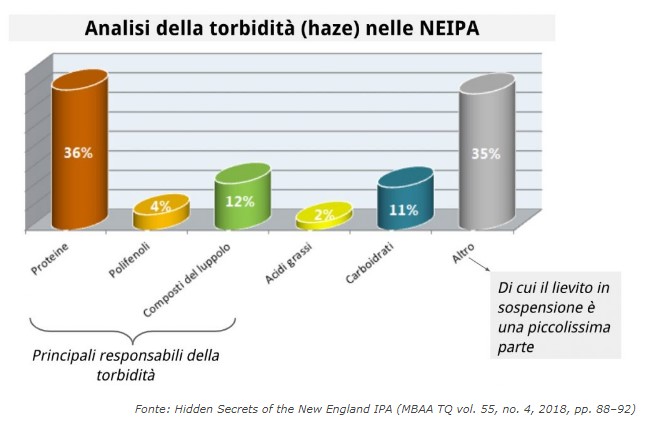
I principali responsabili della torbidità più tenace sono polifenoli e proteine che tendono a legarsi tra loro con il freddo, rimanendo in sospensione. Questo è evidente quando si prende un campione di mosto caldo alla fine dell’ammostamento: a 65°C è quasi sempre limpidissimo, raffreddandolo per effettuare la misura del pH diventa, anche nel migliore dei casi, leggermente velato.
Questo avviene perché i polifenoli estratti dalle glumelle del malto e le proteine, che vengono sempre dal malto, si legano tra loro con il raffreddamento del mosto. Nella maggior parte dei casi si tratta di legami deboli (legami a idrogeno) che si rompono nuovamente quando il mosto viene scaldato, eliminando la torbidità. Capita di frequente anche con la birra: quando le bottiglie sono al caldo, la birra è perfettamente limpida; una volta spostata in frigo e raffreddata, risulta subito velata. Si chiama chill haze e non è particolarmente fastidiosa.
A volte, però, questi legami tra proteine e polifenoli diventano più tenaci, trasformandosi in legami covalenti che non si spezzano nemmeno con l’aumento della temperatura. Questo tipo di haze è difficile da rimuovere senza filtrazione. Il freddo non riesce a far precipitare queste molecole che rimangono in sospensione. La birra risulta torbida sia al freddo che al caldo. Questo tipo di torbidità viene definita permanent haze.
È il caso della mia English IPA, che non torna nemmeno minimamente limpida se lasciata a temperatura ambiente anche per diversi giorni.

Avrei dovuto fare protein rest?
Ecco un’altra domanda che non ha una risposta. Sono sempre stato molto scettico sull’efficacia del protein rest (link). L’effettiva attività degli enzimi proteolitici durante la pausa a 52°C – che in molti fanno per solo 15 minuti – è piuttosto dubbia Inoltre, come ormai è noto, i malti di oggi sono ben modificati e non necessitano di protein rest.
Mezz’ora di protein rest (tra pausa e rampa di salita verso il mash) mi sembra davvero una perdita di tempo. Senza considerare che alle temperature di protein rest sono attivi gli enzimi LOX (lipossigenasi) che favoriscono l’ossidazione a caldo, specialmente se si usano malti molto chiari.
Purtroppo non c’è un modo pratico da usare in casa per capire se il protein rest serva o no, o una procedura per capire se porti davvero qualche effettivo beneficio. L’intensità dei legami che si instaurano tra polifenoli e proteine può dipendere da mille fattori, difficile fare delle prove. Ovviamente Brulosophy ha fatto un test e non ha rilevato differenze. Ma un singolo test non dimostra nulla.
A ogni modo, no: non farò protein rest a ogni cotta per risolvere un problema che mi si presenta una volta all’anno, a dire tanto. Considerando anche che la torbidità, in certi stili, è brutta a vedersi ma non ha grande impatto sul profilo organolettico della birra. Anzi, probabilmente non ne ha affatto, è solo il nostro cervello ad esserne condizionato (ne ho parlato qui).
Questa torbidità eccessiva, venuta fuori entrambe le volte che ho prodotto questa birra utilizzando malti base diversi ma stesso lievito e stessi luppoli, ha stimolato la mia curiosità. Il lievito in questione è il Nottingham della Lallemand. Secondo la scheda tecnica, è un lievito molto flocculante che dovrebbe lasciare la birra abbastanza limpida. Lo è anche secondo il parere di molti homebrewer sul web.
La torbidità di questa birra non può essere quindi colpa del lievito, almeno non a valle di un cold crash di quasi due mesi. O forse sì?

Il gene della torbidità
Recentemente, la Omega Yeast ha condotto alcune ricerche sui propri ceppi di lievito orientate proprio a valutarne la potenzialità nel formare torbidità permanente. Questa torbidità non è dovuta però alle cellule di lievito che rimangono in sospensione, ma sempre a polifenoli e proteine che si legano formando una torbidità più tenace. Ricercata nelle NEIPA, temuta nel caso di altri stili come quelli inglesi.
Grazie a diversi esperimenti, raccontati nel dettaglio qui e qui, hanno scoperto che alcuni dei loro lieviti favoriscono la formazione di legami forti tra i polifenoli e le proteine normalmente contenuti nel mosto, anche se prodotto con i corretti criteri che dovrebbero portare alla limpidezza. Se ne parla anche in quest’altro articolo, molto interessante.
Hanno chiamato questo gene HZY1. I lieviti in cui è stato individuato sono stati definiti haze positive. Non esiste una correlazione diretta tra livello di flocculazione del lievito e presenza del gene HZY1.

Questo significa che, nelle giusti condizioni, anche lieviti altamente flocculanti possono favorire la formazione di torbidità permanente, stimolando la formazione di legami covalenti tre le proteine e i polifenoli presenti nel mosto. In condizioni “normali”, ovvero in assenza di lieviti haze positive, le stesse proteine e gli stessi polifenoli non causerebbero torbidità permanente.
La formazione di questo tipo di torbidità è favorita dal dry hopping. Tende ad avere un impatto minore se il dry hopping viene fatto con lievito attivo, maggiore se il luppolo viene aggiunto a fermentazione terminata. Più elevato il tasso di dry hopping, maggiore la tendenza a formare torbidità permanente se il lievito è haze positive.
La formazione di torbidità permanente è legata anche alla varietà di luppolo: nell’articolo viene citato il luppolo Galaxy come varietà che aumenta la probabilità che si formi torbidità permanente, ma non è sicuramente l’unica.
Indovinate quali sono gli elementi in comune delle mie due English IPA? Il lievito Nottingham e i luppoli Fuggle e East Kent Goldings.
Abbiamo trovato quindi il colpevole? Non lo so, la Lallemand non indica la presenza del gene HZY1 nei suoi lieviti secchi. Ma tutti gli indizi portano lì. Al solito: lo scopriremo solo vivendo. Scuramente per la prossima English IPA userò US-05, BRY-97 o al massimo S-04. Vedremo come andrà. Si potrebbero provare addirittura due fermentazioni in parallelo con Nottingham e US-05, ma non credo che lo farò. Per quello c’è Brülosophy.



{kind=link}
Ciao Frank, a proposito di Brulosophy non so se hai visto l’ultimo video di Martin che ha fatto insieme alla super visione di John Palmer su un test sulla velocità di abbattimento della temperatura prima del cold crash. Fatto su una American Ipa quella in cui l’abbattimento è stato rapidissimo ha portato ad una torbidità maggiore rispetto all’altra in cui la temperatura è scesa di 3 gradi ogni 12 ore. Inoltre hanno notato anche una ritenzione di schiuma maggiore con la discesa lenta. Palmer dice che è dovuto allo shock termico del lievito che rilascia lipidi protettivi, acidi grassi ecc. durante l’abbattimento rapido. Ora non so se l’hai già provata questa tecnica durante le tue cotte, ma se cosi non fosse una prova la farei.
Sinceramente sono sempre molto scettico su questi test one-shot alla Brulosophy.Non credo che fatti una volta sola, con un singolo lievito e su una singola ricetta, siano in grado di dimostrare qualcosa.
Siamo ai livelli del protein rest serve/non serve: una volta ogni 20 ti viene la birra torbida ma chissà se dipende da quello oppure no.
Io faccio sempre abbattimento veloce e non ho mediamenente problemi di schiuma nè torbidità.
Tecnicamente è vero che il lievito può stressarsi con un abbattimento rapido, ma per la mia esperienza il tasso si abbattimento di un normale frigo non crea problemi essendo molto lento (mi pare lui usi un congelatore invece, come la maggior parte degli americani). Possibile poi dipenda anche da mille altri fattori come il ceppo di lievito o lo stato delle cellule in partenza.
Poi mi pare che si notassero differenze nella ritenzione leggerissime dopo diversi minuti, effetto a mio avviso poco significativo e totalmente trascurabile. Se avessi avuto quella birra nel bicchiere a un concorso, avrei giudicato la ritenzione ottima in entrambi i casi.
Con il lievito S04 la torbitida c’è sempre. Lo uso spesso ma non ottengo sicuramente birre limpide. Nemmeno dopo mesi di frigo.
Le cause possono essere diverse certo ma la sua flocculazione comunque non mi ha dato mai birre trasparenti.
La mia esperienza con S04 invece è totalmente contraria: ricordo solo birre limpide con quel lievito. 🙂
Marca di malti usati?
Negli ultimi tempi i valori di analisi dei malti sono piuttosto altalenanti
Simposons, è scritto nella ricetta. Ma ritengo improbabile sia dovuto a questo produttore, che uso spesso senza problemi.
Ciao Frank, nella mia english IPA ho usato Nottingham e Fuggle ed è uscita torbida, nonostante tutte le possibili azioni intraprese per chiarificarla. Non riuscivo a spiegarmi il perchè, ora mi rendo conto che probabilmente questa interazione potrebbe essere deleteria.
Altre birre in cui ho usato il Nottingham con altri luppoli non hanno dato problemi.
Molto probabile che siano le interazioni la chiave del mistero.